A waste heat boiler for the chemical industry
Solvay Chemicals | Tavaux, France
The chemical site required a waste heat steam boiler downstream of a thermal oxidizer (TO). In addition to specific requirements related to the
site environment, the limited space, high flue gas temperatures, and particulate-laden flue gas streams necessitated a special waste heat boiler.
Project Highlights
Waste heat recovery downstream of thermal oxidation (TO)
ATEX design Zone 2, IIB, T3
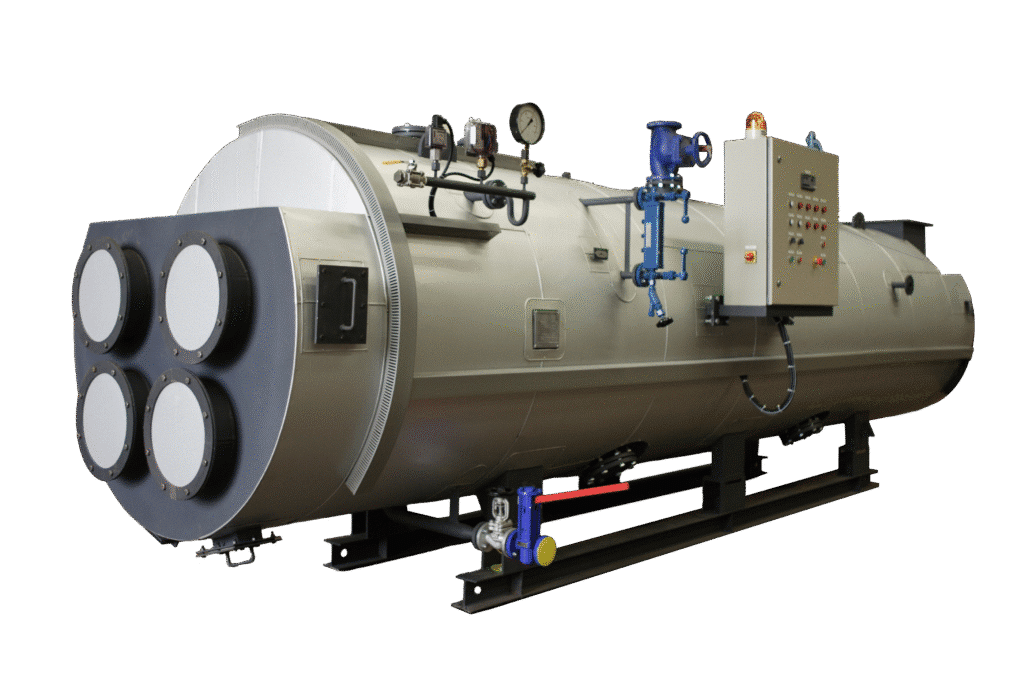
Ceramic-sleeve inlet chamber for particle-laden flue gases
Initial Situation
- At a chemical site, a waste heat steam boiler downstream of a thermal oxidation (TO) unit was required for process steam generation.
- In addition to special requirements for the ATEX environment (Zone 2), confined space conditions, high exhaust gas temperatures and particle-laden flue gas flows had to be taken into account.
- The valves had to be supplied in C3 design (corrosion-protected).
The Solution from SCHNEIDER-KESSEL BERLIN®
A waste heat boiler of type AHK-ip 3300/18 with structured tubes (ip-tube) and special manufacturing requirements specified by the end customer was used. The inlet chamber was designed with hexagonal ceramic sleeves and a refractory lining for the particle-laden gas flow. The complete boiler equipment was supplied to the ATEX standard (Zone 2, IIB, T3). In addition, auxiliary equipment such as mixing coolers and thermal deaeration, as well as pressure control stations and a feedwater unit, were supplied as pre-assembled modules.
Our Services
- Engineering, manufacture and delivery of a waste heat boiler AHK-ip 3300/18 with ip-tube structured tubes to the ATEX standard
- Inlet chamber with hexagonal ceramic sleeves and refractory lining
- Supply of auxiliary equipment (mixing cooler, thermal deaeration) and module assembly services (pressure control stations, feedwater unit)
- Equipment for 72 h BoB
{kind=link}
{kind=link}
Inspired by this solution?
Learn more about our waste heat boiler
Waste heat boiler
Our waste heat boilers use industrial exhaust heat to generate steam. Reduce your energy costs and CO₂ emissions.
Positive Customer Benefits and Added Value
- Reliable waste heat recovery downstream of thermal oxidation for maximum energy efficiency
- ATEX-certified equipment for safe installation in potentially explosive areas
- Long-lasting inlet chamber thanks to ceramic sleeves and refractory concrete for particle-laden gas
- Compact design despite limited space at the chemical site
- Complete package including auxiliary equipment and control groups from a single source
- 72 h BoB for low staffing requirements in shift operation
- Made in Germany – reliability for the demanding chemical industry
Speak to Our Experts
Whether a new system or optimization of existing steam systems – we advise you individually and find the right solution for your process.